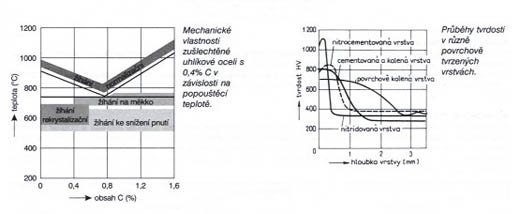
Popouštění
Ocel zakalená na martenzitickou strukturu má značné vnitřní pnutí a kromě toho, že má velkou tvrdost je také velmi křehká. V tomto stavu je tedy použitelná jen zcela vyjímečně. Aby se snížilo vnitřní pnutí, a tím i křehkost (popř. získání houževnaté struktury), je vhodné ocel po kalení popouštět. Je to ohřev na určitou popouštěcí teplotu. Pro popouštěcí teplotu do 200°C platí, že se sníží nepatrně pevnost avšak mnohem více se sníží křehkost. Při teplotě nad 200°C dochází k úplnému rozpadu martenzitu na ferit a cementit ve velmi jemné formě. Tato struktura se vyznačuje pevností, vysokou odolností a houževnatostí.
Kombinované kalení a popouštění
Probíhá za teplot od 340°C do 650°C tak, že následuje kombinovaně kalení a popouštění rychle za sebou, což je jedno z obvykle nejpoužívanějších tepelných zpracování u spojovacích materiálů. Optimálním výsledkem je dosažení vysoké pevnosti v tahu a dostatečné odolnost (tuhosti), aby tím spojovací člen lépe odolával vnějším silám. Proto jsou cestou kombinovaného kalení a popouštění tepelně upravovány taky šrouby pevnosti 8.8, 10.9, a 12.9.
Povrchové tvrzení
V předchozích způsobech tepelného zpracování šlo o to dosáhnout zušlechtěné oceli s velkou pevností a dobrou vrubovou houževnatostí (vysoce namáhané konstrukční součásti). Nebo jsme chtěli získat vysokou tvrdost při poměrně nízké houževnatosti (nástroje). Avšak v některých případech, zejména u konstrukčních součástí vystavených tření, požadujeme současně vysokou houževnatost a vysokou povrchovou tvrdost (viz. např. vruty). Chceme tedy získat na povrchu dobrou odolnost proti opotřebení a v jádře součásti velkou odolnost proti rázům.
| Povrchové tvrzení |
|---|
| Povrchové kalení | Chemicko-tepelné zpracování oceli |
| plamenem | indukční | cementování | nitridování | nitrocementování |
Povrchové kalení
Pro toto zpracování se hodí uhlíkové oceli s obsahem uhlíku mezi 0,45 až 0,60%, které jsou kalitelné již na značnou tvrdost. Oceli s takovým obsahem uhlíku se vyznačují vyhovující houževnatostí a pevností jádra zejména v těch případech, je-li součást před povrchovým kalením buď normalizačně vyžíhána, nebo zušlechtěna. Tzn., že jádro součásti, které není ovlivněno povrchovým kalením, si podrží vlastnosti předchozího tepelného zpracování. Podle způsobu ohřevu povrchové vrstvy na austenizační teplotu rozeznáváme povrchové kalení:
- plamenem: (většinou používány kyslíkoacetylenové hořáky, zakalená vrstva je >2mm)
- indukční: povrchová vrstva je ohřívána proudy střední a vysoké frekvence pomocí induktoru (cívka o malém počtu závitů z měděné trubky, kterou protéká chladící voda. Prochází-li induktorem střídavý proud o určité frekvenci, vznikají indukcí střídavého magnetického pole v součásti vířivé proudy o stejné frekvenci, jimiž se součást zahřívá. Volbou frekvence lze ovlivnit hloubku prohřáté vrstvy. Je používáno pro speciální aplikace většinou pro tvrzení slabých míst.
Chemicko-tepelné zpracování oceli
Zahrnuje řadu způsobů zpracování, při nichž se sytí povrch ocelí různými prvky, aby se dosáhlo požadovaných vlastností např. žáruvzdornosti, korozivzdornost, odolnost proti opotřebení atd.
Cementování: nejpoužívanější chem-tep. způsob zpracování. Povrch předmětu z měkké oceli (s obsahem uhlíku max. 0,2%) je přiněm nasycován uhlíkem v pevném, kapalném či plynném prostředí nad austenizační teplotu (pouze austenit v sobě rozpouští uhlík) na obsah C 0,7- až 0,9%. Zakalením této vrstvy se dosáhne vysoké tvrdosti, přičemž se zachová houževnatost jádra. Nauhličená vrstva bývá 0,5 až 1,5mm tlustá.
- Nitridování: sycení povrchu oceli dusíkem, který reaguje se železem a jinými úmyslně přidávanými prvky (hlavně Al a Cr). Vytvářejí se tím tvrdé nitridy, které způsobují značné zvýšení tvrdosti. (probíhá při teplotě 500 až 600°C.
- Nitrocementování: je sycení povrchu uhlíkem a dusíkem současně v kyanidových solných lázních při teplotách 750 až 850°C, nebo v plynné atmosféře s přísadou čpavku při teplotách 800 až 880°C. Čím je teplota uhlíku vyšší, tím bude vyšší nasycení uhlíkem a naopak. Poté se součásti kalí do oleje, což snižuje pnutí.